
2022年09月15日 13:56:20 来源:昆明宇之通科技有限公司 >> 进入该公司展台 阅读量:57
激光切割的优点之一就是光束的能量密度高,所以焦点光斑直径会尽可能的小,以便产生极微小的切缝。因为聚焦透镜的焦深越小,焦点光斑的直径就越小。对于高质量、高精度的切割,有效焦深还与透镜直径和被切材料有关,因此控制焦点和被切材料表面的位置是十分重要的。
以下三个方面来分析切割焦点因材料和要求的不同而做不同的选择。
一、零焦距:焦点在工件表面

一般适用于5毫米以下簿碳钢等工件切割时使用,使用的时候切割机的焦点选在贴近工件表面,这种模式下的工件上下表面光滑度不一样,一般而言贴近焦点的切割面相对很光滑,而远离切割焦点的下表面显得粗糙。这种模式应根据实际应用中上表面和下表面的工艺要求而定。
二、正焦距:焦点在工件表面上
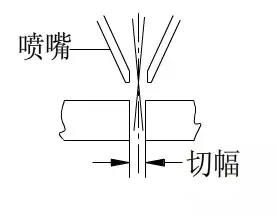
当你需要切割的工件为不锈钢或者铝材钢板时常用切割点在工件里面的模式。但这种方式的一个缺点是,由于焦点原理切割表面,切幅相对比切割点在工件表面大,同时这种模式下需要的切割气流要大,温度要足,切割穿孔时间稍长点。所以当你选工件的材质主要为不锈钢或者铝材灯硬度大的材质时候选用。
三、负焦距:焦点在工件表面下

因为切割点不是位于切割材料的表面也不是位于切割材料的里面,而是定位在切割材料的上方。这种方式主要使用于切割厚度高的材质。这种方式之所以将焦点定位在切割材质的上方,主要是因为厚板需要的切幅大,否则喷嘴输送的氧气极容易出现导致不足而致使切割温度下降。但这种方式的一个缺点是,切割面比较粗糙,不太实用于精密度高的切割。在激光切割加工过程中保持激光焦点和加工对象之间的相对位置为一合理而恒定的值,就成为激光切割加工中的一项关键技术。
激光切割焦点位置自动跟踪系统可从以下两个方面来考虑:
(1)怎样稳定、可靠而又方便地检测出激光焦点和加工对象之间的相对位置激光加工属于非接触加工,无法直接检测焦点位置,而焦点位置由聚焦镜和加工对象表面的距离决定。因此,常用的办法是检测聚焦镜和加工对象表面的距离,从而间接检测激光焦点和加工对象表面的相对位置。
(2)在检测出激光焦点和加工对象的位置变化以后,怎样快速地补偿掉偏差即位置随动系统的设计问题
通常的分离式焦点跟踪系统是利用单片机的最小系统控制步进电机实现的。由于单片机性能比较简单,难以实现较为复杂的控制策略,而普通步进电机的动态特性比较差,很难满足激光焦点跟踪的快速要求。为了克服上述缺点,一种基于运动控制器的激光焦点自动跟踪系统,采用光码盘作为位移传感器,利用运动控制器的主从跟踪(电子齿轮)功能实现焦点位置误差的快速补偿。




